Extending Die Life by Eliminating Cavitation
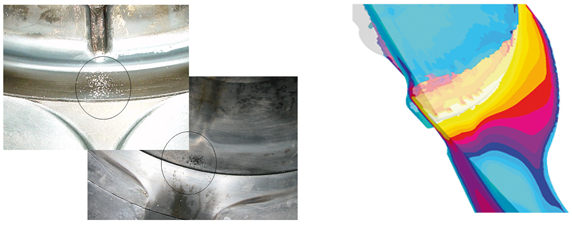
The cover and ejector halves of a high pressure die casting die showed severe cavitation erosion. An evaluation of the filling process using MAGMASOFT® immediately showed an undesirable cavity filling pattern and extremely high gate velocities in combination with air pockets above and below the melt stream.
The high gate velocity was used to overcome the poor cavity filling pattern. The high energy induced into the melt through this gating approach, in combination with the changing pressures in the air pockets during the filling process, led to the cavitation defects.
It was determined that a completely different gating approach had to be taken to reduce the melt velocity as well as the air pockets.
After the changed gating system was implemented, no cavitation defects where found. Additionally, the casting quality was improved, as the new gating approach also eliminated air entrapment in other areas of the casting.