Mold-Filling Defects in Gray and Ductile Iron
It is well-documented from research in cast iron production that dross formation [1,2], gas defects [3] and oxide films [4] are all heavily influenced by gating design practices. Foundry engineers that utilize casting process simulation to analyze and optimize gating design to minimize the conditions that contribute to defect formation in cast iron have often come to the same conclusion about the importance of gating design. Two examples of defect reduction using MAGMASOFT® to improve gating practices, one in gray iron and one in ductile iron, are detailed in this article.
Case Study #1: Gray Iron Flywheel
The 89 pound class C gray iron flywheel pictured below was being produced on a DISAMATIC vertically parted molding machine with high internal scrap rates( over 4%, which was estimated to cost the foundry $18,000 annually) and a history of rejects at the customer during machining operations (including 1 month where 26% of the casting provided were rejected and the foundry incurred costs in excess of $100,000 as a result). The bulk of the defects were near the ingates and were being classified as sand, slag and “dirt” in the area circled in red. Prior the foundry adding MAGMASOFT® capabilities the engineering team had made 17 different pattern changes in 5 years with little success at solving the problem.
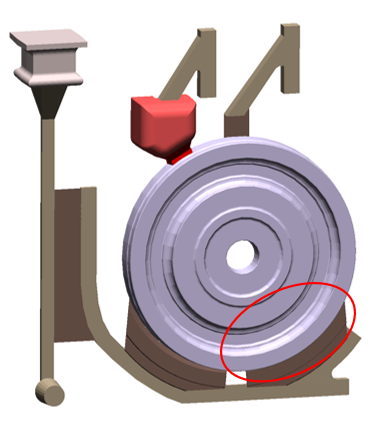
Images of the defects in the as cast condition and after machining can be seen below.

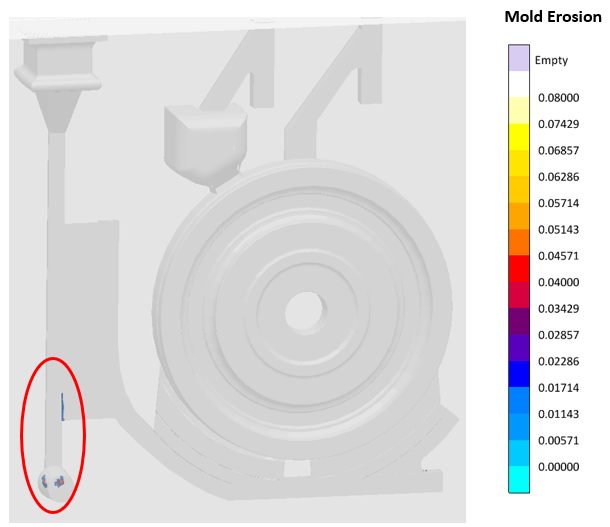
The analysis of the baseline gating system using MAGMASOFT® revealed that high velocities in the sprue and sprue well were leading to mold erosion that was washing sand particles into the mold cavity and contributing to the defects that were being observed. The mold erosion result for the baseline design can be seen below. This result tracks the amount of time that the metal is impinging on the mold above a critical velocity, for more than a critical time period. When this happens, it has been determined that mold erosion will likely take place. The red circle at the base of the sprue highlights areas where erosion of the green sand are likely to occur due to the high velocities during filling.
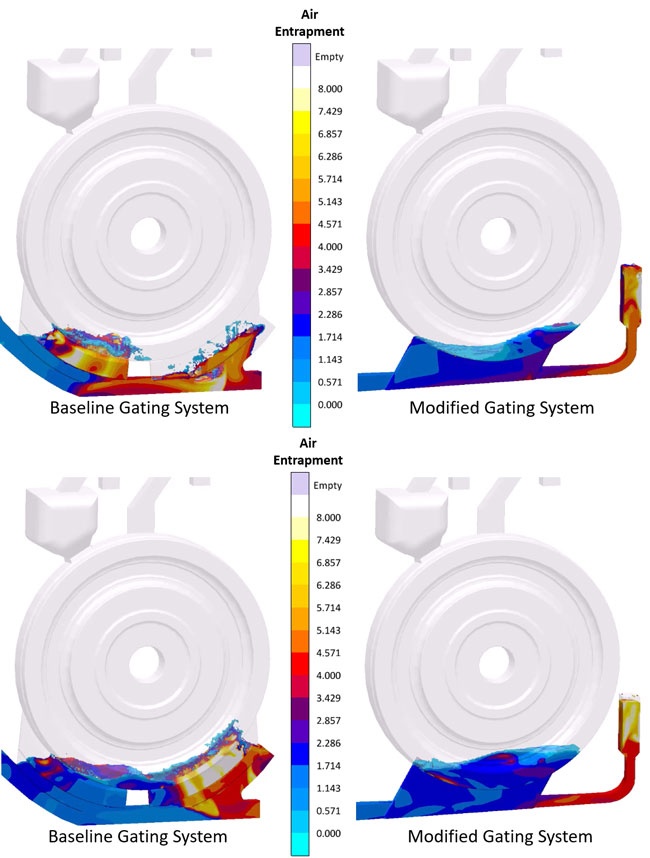
In addition to the sand erosion caused by high metal velocities, it was also observed that high velocities of the metal entering the mold cavity were leading to splashing and excess air entrapment. This splashing and high air entrapment were contributing to oxidation and dross formation. The images below highlight how changes that were made to the gating system were able to reduce the splashing and air entrapment in the mold cavity.
The result of the gating changes were a reduction in rejections both internally and at the customer that were estimated to save more than $100,000 annually. The tooling change also resulted in a 7% yield improvement that is estimated to save over $150,000 annually.
Case Study #2: Ductile Iron Housing
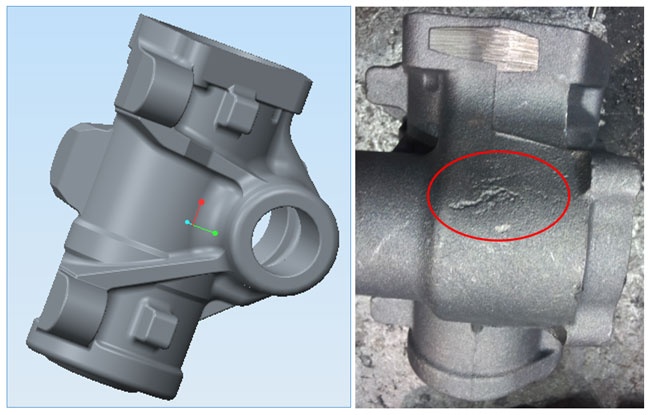
The ductile iron hosing shown below was also being produced on a DISAMATIC vertically parted molding line and experiencing 22% scrap for the defect circled in red. The 22% scrap was estimated to cost the foundry $118,000 annually.
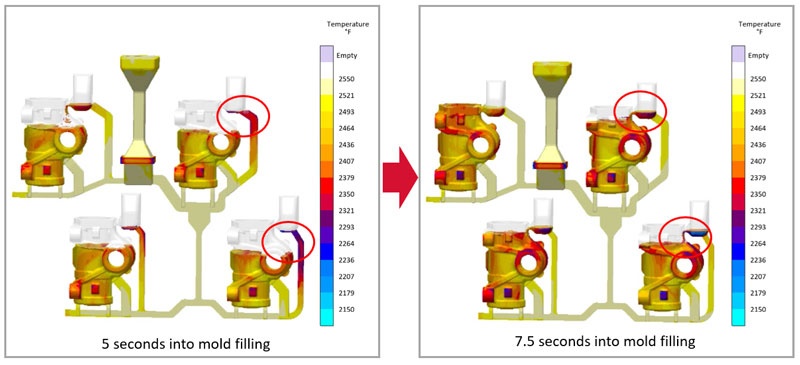
The analysis of the baseline tooling design using MAGMASOFT® showed that the metal in the runner connected to the top riser was stalling out during filling and cooling significantly before free falling from the riser into the cavity below as shown in the images below. The cooling surface of the metal in the top riser is highly oxidized from its extended exposure to the atmosphere in the mold cavity.
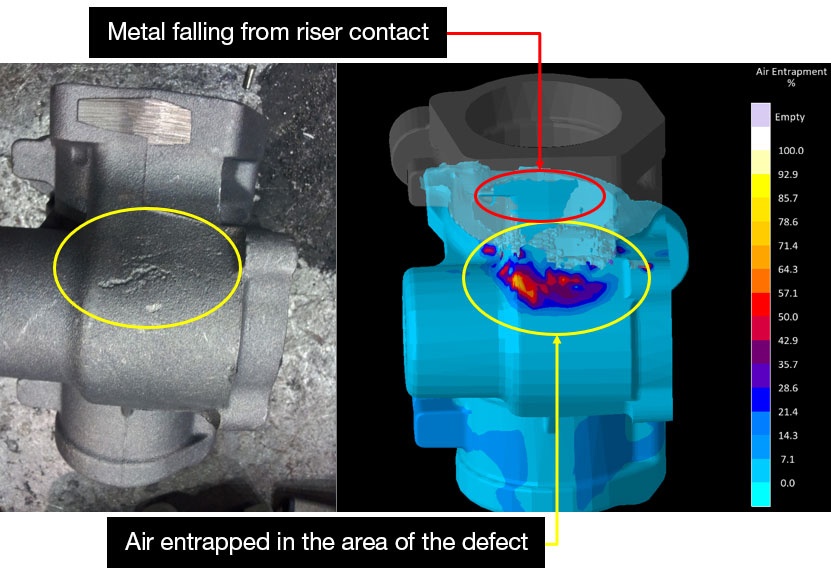
In addition to the cold metal and oxidized melt front that the runner to the top side riser was creating, it was also observed that the falling metal from the riser contact was entrapping air in the casting cavity in the same area where the defect was being observed as shown below.
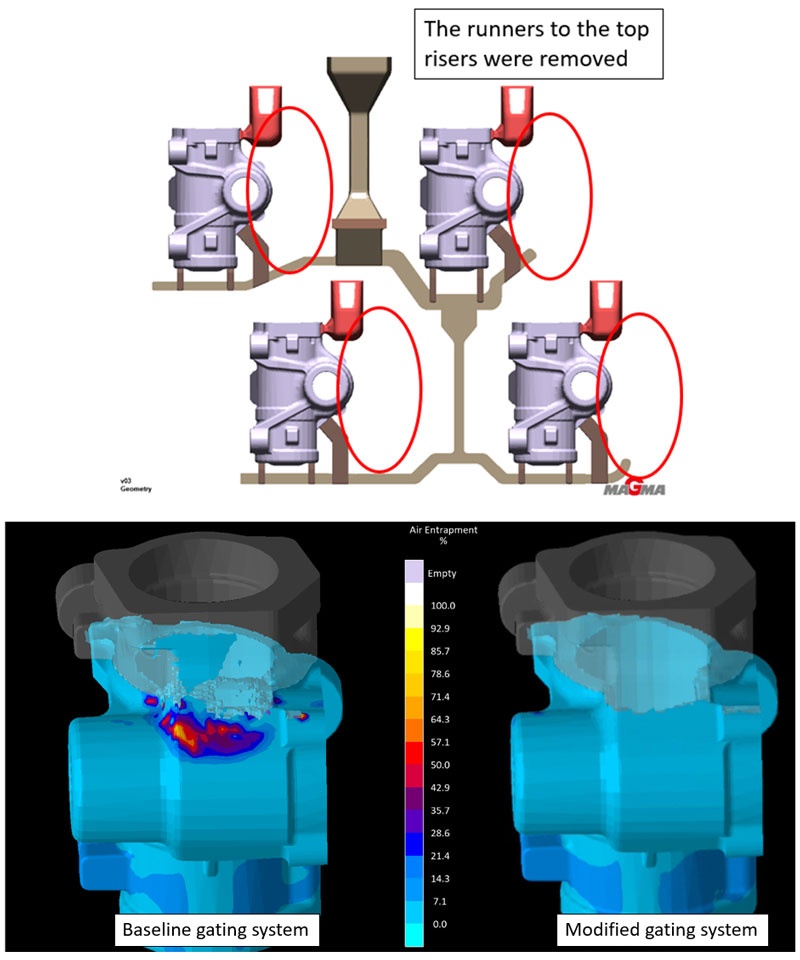
For this case study the solution to the problem was a simple one. As shown below, the runner to the top side riser was removed and through the use of MAGMASOFT® and MAGMAiron it was observed that the shrinkage porosity was not impacted by the gating change (ie. the casting was still sound) and the air entrapment and cold oxidized metal were eliminated.
The results in production for case study #2 were a decrease in scrap from 22% to 3.6% which provided an annual savings of $118,000. The removal of the gate also resulted in a $4,000 annual savings for the slight yield improvement that was realized by this change.
Summary
Research and simulation both highlight opportunities for iron foundries to reduce scrap rates and customer rejections, and the large costs associated with them. MAGMASOFT® and MAGMAiron are essential tools for foundry engineering as they seek to reduce air entrapment, splashing, high metal velocities and mold erosion while ensuring that the casting is sound as far as shrinkage porosity is concerned.
Works Cited:
[1] Gagné, M. & Paquin, Marie-Pierre & Cabanne, Pierre, 2008. “Dross in Ductile Iron: Source, formation and explanation,” 68th World Foundry Congress 2008, WFC 2008. 101-106.
[2] Hojjat Majidi, S., Beckermann, C., Fainberg, J., Schäfer, W. and Bodenburg, M., 2018/ “Modelling Approach and Challenges in Simulating Dross Formation in Ductile Iron Castings,” In Materials Science Forum (Vol. 925, pp. 419-426). Trans Tech Publications Ltd.
[3] Diószegi, A., Elmquist, L., Orlenius, J. and Dugic, I., 2009. “DEFECT FORMATION OF GRAY IRON CASTING”. International Journal of Metalcasting, 3(4).
[4] Nashwan, Z. and Griffiths, W.D., 2019. “Entrainment Defects in Cast Iron”, In Shape Casting: 7th International Symposium Celebrating Prof. John Campbell's 80th Birthday (pp. 17-29). Springer International Publishing.