Solving Casting Surface Defects
The wall thickness of this speaker housing was very thin at about 1.35 mm over most of the surface. There were several problem experienced in production. Blisters would occasionally develop on the exterior surface leading to casting rejection. Cold shuts formed in the side walls, and the filling was incomplete or had cold shuts on the top side. An uneven texture on the top surface was also observed due to the unbalanced filling. Finally, shrinkage porosity was found in the bosses for two mounting screws on the inside.
Before starting with simulations, MAGMA engineers visited the foundry twice to observe the conditions on the shop floor and the corresponding castings. Several methoding changes were implemented in several iterations to solve the problems for a new die. The changes included improving the venting system, changing of gate angles, use of spot cooling to improve cooling of thick wall sections, and modification of the component to facilitate flow of metal to the top section.
Implementing the simulation results in the new die led to a seamless start of production.
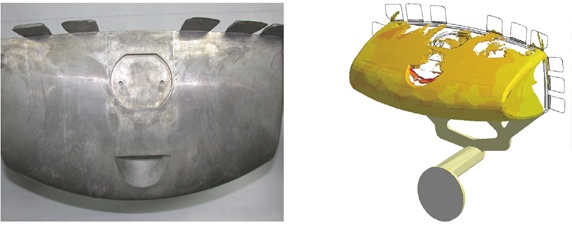
* Courtesy of United Metal Industry, China