Eliminating Porosity from Scratch
Demisaş is a leading producer of cast iron parts on Disamatic molding lines. For one ductile iron brake calliper component, the foundry faced unsatisfactory high levels of porosity, which was of special importance to them due to its high volume. The company decided to identify root causes for the defect and to remove the porosity in the part by using the methodology of MAGMASOFT® autonomous engineering.
First of all, the engineers at Demisaş scrutinized their internal quality and foundry statistics. They noticed that one pattern seemed to be the most problematic, with an average scrap rate of 5.5%. The defect for this pattern had already been detected before both X-raying and machining the raw part. Now, the engineers decided to run a single simulation in order to identify the root cause of the defect on a virtual basis.

Optimizing with MAGMASOFT® autonomous engineering
To establish an optimized and robust process, a virtual Design of Experiments (DOE) using MAGMASOFT® was performed. Within the DOE, 3 different feeder neck designs and different alloy chemistries for carbon and silicon were investigated. This helped the engineers to define the best process conditions for eliminating the porosity.To keep the task efficient, 64 different designs were investigated in the DOE, running solidification simulations only. The outcome showed that best chemical composition to reduces the problems, but it also pointed out that the feeder neck size had almost no effect on eliminating the porosity.
Yet, even with the optimized chemical compositionm, it became clear that despite some improvements the defect would still be present at an unsatisfactory high level. Therefore, Demisaş decided to run another DOE considering the feeder position as a variable.
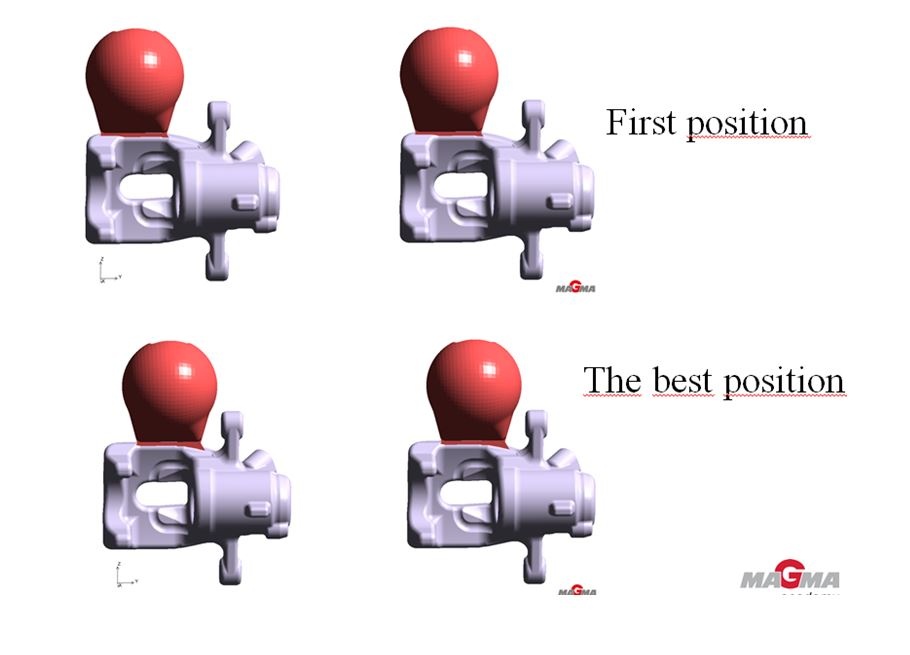
The first DOE indicated the casting quality was not very sensitive to the feeder size. Therefore, the engineers concluded that the problem was mainly due to the feeding distance. Consequently, the feeder location was varied. As quality criteria, Fraction Liquid, Porosity and Hot Spot FS time were all selected to assess the outcome. Four designs were run with both filling and solidification.
After this successful case, Demisaş decided to apply the methodology of MAGMASOFT® autonomus engineering for other problematic patterns and to review their development processes for new patterns to work more effectively.

Demisaş
About Demisaş
Demisaş, Turkey, was founded in 1974 and is now one of the leading companies in the European foundry industry for gray, ductile and CGI iron castings covering a wide spectrum of brake and security parts.