In the Beginning There Was the Shot Chamber
Producing quality die castings starts with the shot chamber. Melt temperature and pouring speed are only some of the most important parameters that influence the quality of the melt. If mistakes are made here, the most expensive die casting machine will not be able to produce quality components.
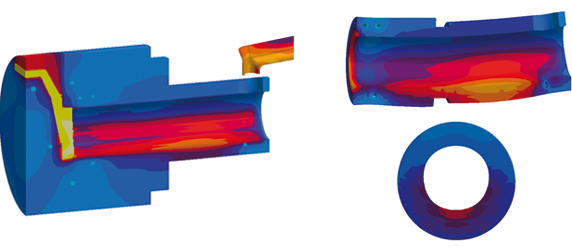
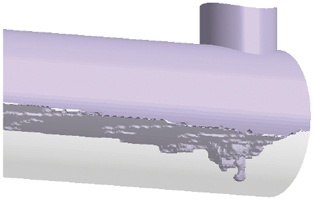
The complicated relationship between the parameters described above becomes even clearer through simulation. Air and oxides get mixed into the melt. After a short time, solidification starts along the outer surfaces. Using simulation it is possible to understand these relationships and find a solution.
Heat is unevenly distributed into the steel due to the chamber filling pattern. Where the most heat is input, additional cooling is needed. Large temperature differences arise, and these temperature differences over the length of the chamber lead to significant distortion. The piston, which has been machined to fit the chamber exactly, will be unevenly worn as it moves through the chamber.
That is why it is very important that during the design of the cooling of the die, the shot chamber is also considered.