The Technology Center of Franken Guss Kitzingen Relies on MAGMA5
The automotive industry today makes every effort to realize lightweight designs to reduce fuel consumption or to conserve resources. The technology center of Franken Guss Kitzingen has all the necessary resources to turn demanding design concepts into high performance castings.
A fast and efficient realization of this goal can only be achieved if the component designer and foundry experts collaborate closely. In this process, design changes are made to e.g. avoid cores, to save manufacturing costs, or to increase the load capacity of the part through changes in local wall thickness or a redesign of ribs.
Due to the fact that Franken Guss produces castings in both ferrous materials as well as in aluminum at one location, the technology center has the competence to develop optimized casting designs and the related processes for very different manufacturing technologies.
Usually the technology center receives new part data as STEP- or IGES-files through a direct exchange with their customers. The first assessment takes place supported by a simulation of the „naked“ part to identify critical areas related to the component´s design. If design changes are necessary, the CAD data in CATIA or Pro/E format are requested. Parallel to these modifications, several loops of FEM load analysis are often performed in CATIA V5. Once an optimized component design is available, the layout and optimization of the gating and feeding system is performed using MAGMA5. Usually, the simulation supported layout requires a few iterations, as in addition to quality issues the design is also economically assessed with respect to improved casting yield.
After design approval by the customer, e.g. after checking the space requirements of the redesigned component, a continued use of casting process simulation supports the series tooling design. In particular, the optimal pattern plate lay-out as well as further yield improvement are worked on iteratively.
The prediction of areas of insufficient feeding may still result in minor changes in the design contours of the component.
Especially for cast iron simulations, it is very important to use precise manufacturing data and process parameters, in particular temperatures and the water content as well as to the permeability of mold and core materials. The chemical composition, the metal treatment and the pouring temperature of the alloy used are adjusted to the expected manufacturing practice.
Large, volumetric chassis parts may show substantial distortion, which can be explained by residual stresses formed during casting. That is why a residual stress analysis for these components is performed using the MAGMAstress module.
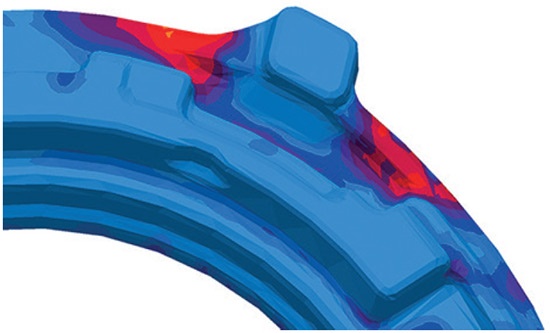
For a suspension part, reinforcing ribs on the driver cams were initially considered to reduce stress levels. As the simulation (picture 1) pinpointed, this constructive measure led to almost the opposite effect as expected. The introduction of these ribs led to strongly varying cooling rates, leading to considerable residual stresses with the consequence of casting cracks.
Franken Guss also uses MAGMAstress in the risk analysis of residual stresses in their load simulations of a component. In one example, it could be shown that the residual stresses had their maximum in those locations, where the maximum tensile stresses under performance loads (picture 2) also appeared. This would lead to a considerable reduction of the load capacity of the component. Corrective measures could be discussed with the designer at an early stage, using the MAGMA5 simulation results as a basis.
Depending on the size and complexity of the cast part, this development process may take between two and ten days. Afterwards, the specifications for the prototype and series patterns are derived from these data. These comprise the pattern plate set-up, casting dataset as well as gating and feeding design information. Due to its ability to cut development times and improve reliability in the development of highly loaded cast components in series-production, MAGMA5 has become an indispensable tool for Franken Guss technology center.

About Franken Guss
In 1922 the company was founded as a so-called “Metall und Schrott AG”. The history of the company has been characterized by a frequent change of ownership. After belonging to the Sachs-group for many years, the Mannesmann group acquired a majority interest in the foundry in 1987. In 2002, the ownership changed to Friedrichshafen ZF. Three years later the enterprise was taken over by the American group MTI Metal Technologies and was led under the name Metal Technologies Kitzingen (MTK) starting in 2007. After difficult economical times, the current Chief Executive Officer, Josef Ramthun, succeeded in a successful restart with a management buy-out.
Today, Franken Guss Kitzingen GmbH & Co. KG is a specialist for tailor-made from cast iron and cast aluminum solutions from a single location. The company currently has about 600 employees. With an annual turnover of 118 million Euro in 2012, Franken Guss offers a yearly manufacturing capacity of 80,000 t of cast iron and 4,500 t of aluminum. Notable companies from the automotive, mechanical engineering, aviation as well as household appliance industries are counted among their key customers.