Reducing of Shrinkage Defects in a Valve Body
Normally it is not possible to avoid shrinkage problems in thicker wall sections in high pressure die castings. This occurs because the feeding pressure cannot compensate for shrinkage once the ingate has frozen.
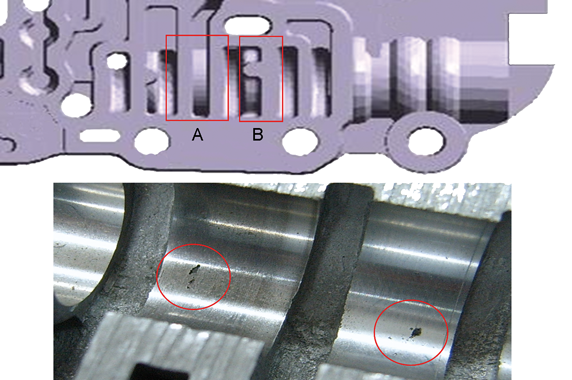
Various means (local squeezing, cooling) can be considered to minimize such problems, but the right method depends on the process and the product. Problematic defects are often exposed after the machining process. In the present case, the scrap rate at an early stage was around 15 to 20 %.
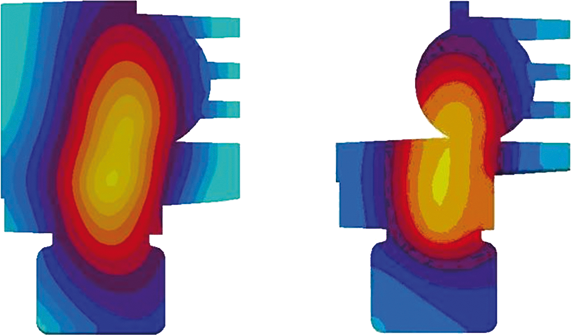
Simulation showed that a hotspot is located in a critical area which might be exposed after machining. A number of corrective actions were investigated to eliminate the problems, such as reducing the volume of the area to attain a faster cooling rate, applying a modified tempering system, and adding more overflows to achieve a favorable temperature profile and move the hot spot to an uncritical area which is not machined. In reality, adding more overflows was the most efficient of the three alternatives, as well being the easiest way to modify the existing tooling. After the foundry added the overflows, the scrap rate was reduced to 3 %.
* Courtesy of Dognam Precision, Korea