Achieving Superior Casting Precision with Advanced Simulation and Ceramic Cores
The Morris Bean & Company engineering department is committed to achieving the challenging casting goals set by their customers. This is made possible by their highly skilled engineering team, which utilizes advanced computational simulation tools like MAGMASOFT® alongside modern technology and innovative materials on the production floor. Their approach centers around finding a balance between delivering high-quality products that meet rigorous customer requirements and implementing cost-effective methods to achieve these goals. This philosophy enables Morris Bean & Company to consistently meet the demanding needs of their clients while ensuring efficiency and affordability.
A prime example of their engineering excellence can be seen with a 12” diameter shrouded impeller. The impeller features four vanes and a 0.300” exit opening, presenting a unique challenge. Conventional cores are prone to distortion due to the thermal expansion properties of silica sand. This issue can significantly affect the final product, especially in intricate geometries such as those found in this impeller.

Despite increasing regulatory pressures on foundries to reduce it’s usage, silica remains the most commonly employed sand core material. This is primarily due to its low cost and high availability. However, one of the key drawbacks of using silica-based cores is their tendency to undergo significant thermal expansion when exposed to the high temperatures of molten metal. The resulting expansion can cause dimensional distortion, especially in designs with narrow passageways and complex shapes. To mitigate this, Morris Bean & Company used advanced stress and distortion modeling in their simulations, enabling their team to evaluate the performance of different mold components—such as cores—under casting conditions. This ensures that the selected materials behave as required, maintaining the integrity of the final product and meeting customers’ exacting standards.
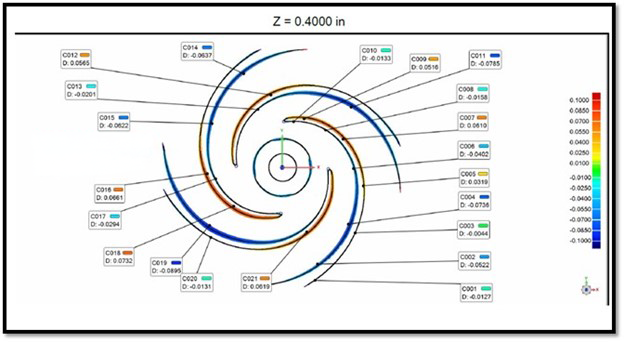
CT Scan Result – Silica Segment Cores
The image above displays the temperature results, including the predicted distortion, which highlights how the core shape changes during the heating process. At room temperature, the core is round, but as it heats up, thermal expansion causes non-uniform distortion. This change is particularly noticeable due to the shape and number of vane slots in the impeller. As a result, the core begins to take on a squarer shape as it heats, which caused the casting to fall out of specification, as shown above.
It is well-known that synthetic ceramic “sand” materials have a much lower coefficient of thermal expansion compared to silica-based sands. Silica sands expand at a rate of 10-15 x 10-6/°C, while ceramic sands expand only 4-8 x 10-6/°C. This significantly lower expansion rate allows ceramic sand cores to maintain their dimensional stability at the elevated temperatures of casting, making them an ideal material for creating internal features with tighter tolerances that cannot be achieved with traditional silica-based media.
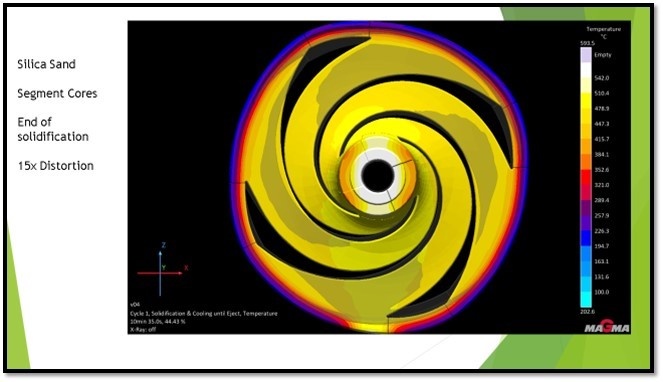
MAGMASOFT® Predicted Distortion
The image above displays the temperature results, including the predicted distortion, which highlights how the core shape changes during the heating process. At room temperature, the core is round, but as it heats up, thermal expansion causes non-uniform distortion. This change is particularly noticeable due to the shape and number of vane slots in the impeller. As a result, the core begins to take on a squarer shape as it heats, which caused the casting to fall out of specification, as shown above.
It is well-known that synthetic ceramic “sand” materials have a much lower coefficient of thermal expansion compared to silica-based sands. Silica sands expand at a rate of 10-15 x 10-6/°C, while ceramic sands expand only 4-8 x 10-6/°C. This significantly lower expansion rate allows ceramic sand cores to maintain their dimensional stability at the elevated temperatures of casting, making them an ideal material for creating internal features with tighter tolerances that cannot be achieved with traditional silica-based media.
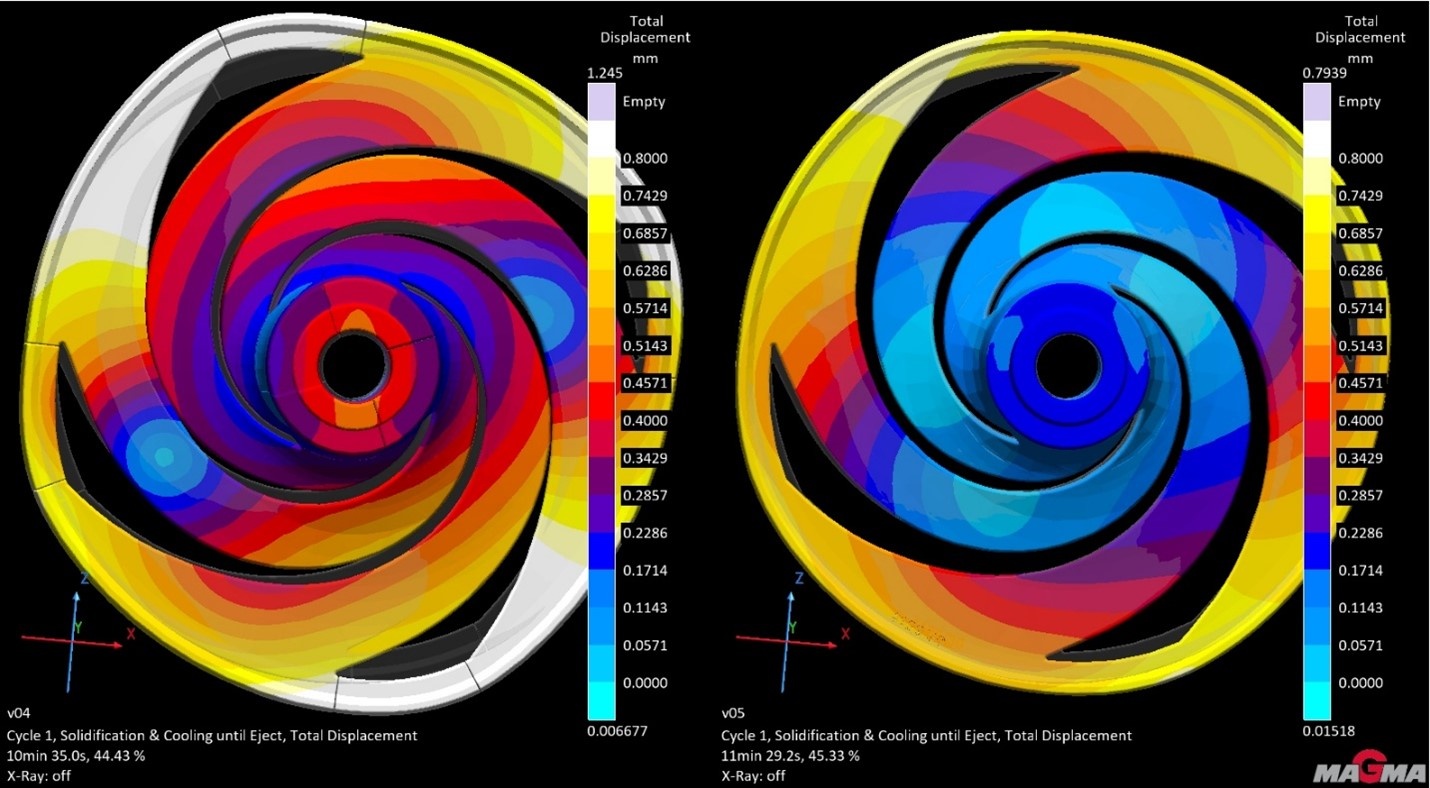
Ceramic Sand Predicted Displacement
The image above illustrates the total displacement (in millimeters) for the silica core (left) with the ceramic core (right). The highest displacement recorded is 0.0148” for the ceramic core, which is considerably lower than the more than 0.060” displacement observed with the silica core. The displacement results compile the X, Y, and Z displacements into a single absolute value, and the distortion is displayed at 20x magnification to emphasize the difference in dimensional stability between the two materials.
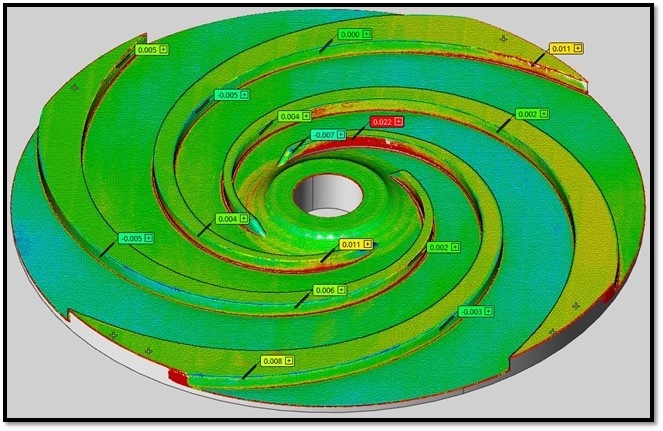
Laser Scan Result – Printed Ceramic Core
Finally, the laser scan of a sectioned casting produced with the ceramic sand core shows a marked improvement in the precision of the casting. The tolerances achieved are much tighter compared to those achieved with the silica-based core that was initially used. This demonstrates the effectiveness of using ceramic cores in applications that demand superior dimensional accuracy and stability, especially in complex, high-precision components such as this impeller.
In conclusion, Morris Bean & Company’s engineering team, supported by advanced simulation tools like MAGMASOFT®, has successfully addressed the challenges posed by complex casting geometries. By selecting the right materials, such as ceramic sands, and leveraging predictive modeling, they have enhanced the quality and dimensional accuracy of their castings. This case study illustrates the significant improvements in thermal stability and tolerance control achievable with ceramic cores over traditional silica-based sand cores. Through their expertise and use of cutting-edge technology, Morris Bean & Company consistently meets and exceeds the casting goals of their customers, ensuring the production of high-quality, cost-effective components.