Ship Propellers from Waren on Lake Müritz
The propeller is a most important “appendage” on a ship. As the decisive connection between the power of the main engine and the water, it has to push a ship across the seas as quickly as possible. The propeller of a big container vessel rotates approximately 140.000 times per day and has to do its job reliably over a long period and under most difficult conditions.
Mecklenburger Metallguss GmbH (MMG) from the German city Waren on lake Müritz manufactures propellers for all categories and dimensions of ships. These are for instance container ships, VLCC (Very Large Crude Carrier), LNG (Liquefied Natural Gas) carriers and special propellers for the naval applications. The company occupies a top position among the world’s leading propeller manufacturers. Among others, they designed and produced the propeller for the largest double-hull tanker, the largest container ship and the world’s fastest container ship.
The basis for casting production in Waren was laid with the establishment of a machine factory and iron foundry in 1875. Ship propeller production began in 1948, and today the company can look back on more than 60 years of experience in the design and production of propellers.
MMG has continuously adapted to the increasing demands of the market with extensive investments and to-date possesses the most modern plant for the production of ship propellers. As part of the company’s continual advancement, they introduced MAGMASOFT® in early 2008.
The simulation of the solidification process provides a powerful tool for checking the feeding behavior and optimizing riser volumes, especially for fixed propellers that have a diameter of up to 11.3 meters and a finished weight of up to 150 tons.
MMG attaches great importance to the simulation of mold filling. The alloy used for the propellers, an aluminum-nickel bronze, has a strong tendency to form an oxide film when it is in contact with air. Therefore, it is essential that the mold is filled with a minimum of air contact in order to produce high quality castings.
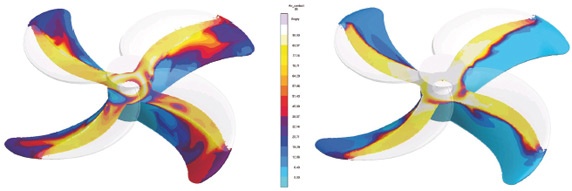
Using casting simulation, the local contact time between the melt and the air can be evaluated by using the filling criterion “air contact”. Areas of the melt that show a high value of this criterion had the longest opportunity to form oxide films. The design of the rigging system, therefore, has a decisive impact on the quality of the propeller.
For the propeller of a bulk carrier, various versions of the rigging system were created in CAD and then evaluated by means of simulation. Through the optimization of the runner it was possible to dramatically reduce the calculated air contact time of the melt in the blades during mold filling. At the same time, the duration of mold filling could be kept constant. These results can also easily be applied to other propeller types. This was confirmed by the first comparative simulations of the mold filling of a container ship’s propeller.
Today, it is daily practice for MMG to simulate all new designs during the engineering process. They do this to evaluate quality-related parameters for the layout of their challenging castings.