Silvan Sanayi A.Ş. avoids hot tears in steel casting rolls
Silvan Sanayi A.Ş., founded in Istanbul in 1957, is one of the most experienced foundries in Turkey, with an annual production capacity amounting to 10,000 tons. They are specialized in the production of alloyed heat and wear resistant steel castings, mainly used in the cement industry, rolling mills, mining crushers and incinerators. Silvan exports around 70 % of their production to Western Europe, North America, the Middle East and the Far East. They have been successfully using MAGMASOFT® since 2008.

Hot tears are one of the main causes for scrap in steel foundries. It is a problem that in many cases can technically be overcome by weld repair, but the repair work leads to additional costs and may result in delivery delays. Additionally, customer requirements often limit the amount of allowed weld repair. The best solution is always to avoid the problem upfront instead of fixing it.
Hot tears typically develop close to the solidus temperature due to poor feeding and low mechanical strength at elevated temperatures. Hot tearing is promoted by constrained casting contraction and sudden wall thickness changes.
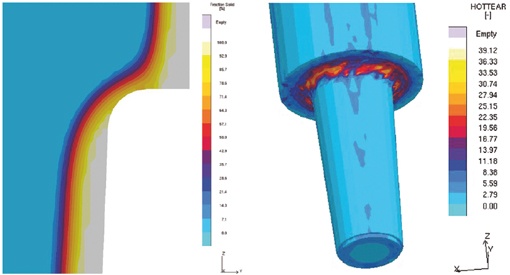
Silvan experienced this kind of problem in one of their large rolls, which is approximately 4.5 m high and weighs around 15 t. The casting showed a long crack just at the neck where the lower cone meets the main body.
In order to understand the root cause for the formation of this crack, Silvan investigated the casting design in more detail using MAGMASOFT®.
In the MAGMAstress simulation results, Silvan identified the critical regions using the criterion “Hot Tear”, together with the “Max. Principal Strain” and “Strain Rate” results. The sharp geometry transition led to a slower rate of solidification and resulted in the formation of a thin solidified shell in the region of the tear. Above and below the corner, the roll solidified much more quickly. During solidification, this solidified shell continued to contract and create straining in the mushy zone, which the weak corner was not able to resist.
The simulation clearly showed that, for the given casting design, a solution could only be reached by modifying the solidification pattern. Silvan went through various design iterations to investigate the effects of modifications to the die.
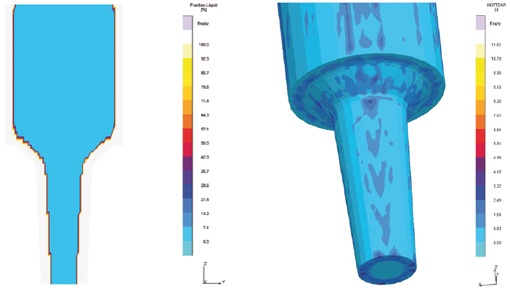
As shown by the simulation results of the improved design, no increased risk of hot tear development at the corner section was indicated. With the support of these simulation studies, Silvan could avoid further scrapped parts for these large roll castings, resulting in an increased competitiveness of the company in the international foundry market.