Quality up, Costs down
Cold-chamber die casting is the preferred process for high volume production of light alloy castings. Currently, half of the world’s production is manufactured using this technology, while continuous improvements in quality are broadening its application for automotive components. The key factors to realize a lightweight design at reduced costs while maintaining a reliable process were evident in a development project performed by Studio DSM, Italy, for an automotive aluminum die cast component with high functional performance demands, fig. 1.
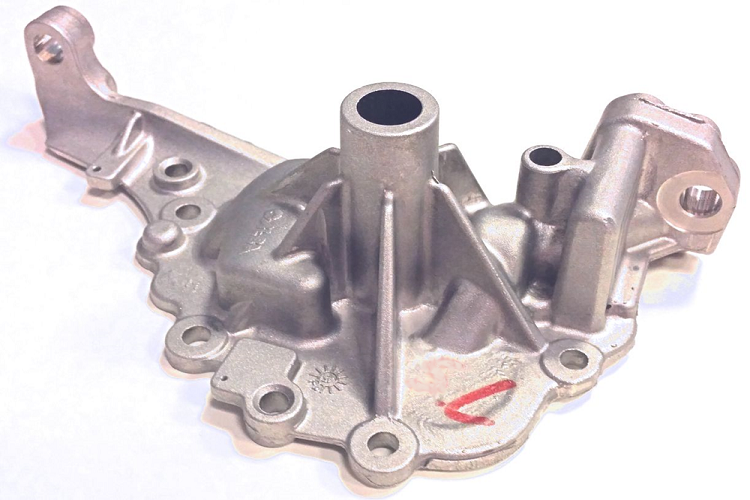
The component is a cover that ensures maximum operational reliability in both structural strength and hydraulic seal to prevent oil leakage. The high demands on quality persuaded the Studio DSM engineers to conduct a virtual preliminary study of the mold’s performance in production, in order to identify in advance any critical problems for the part’s internal integrity, fig. 2.
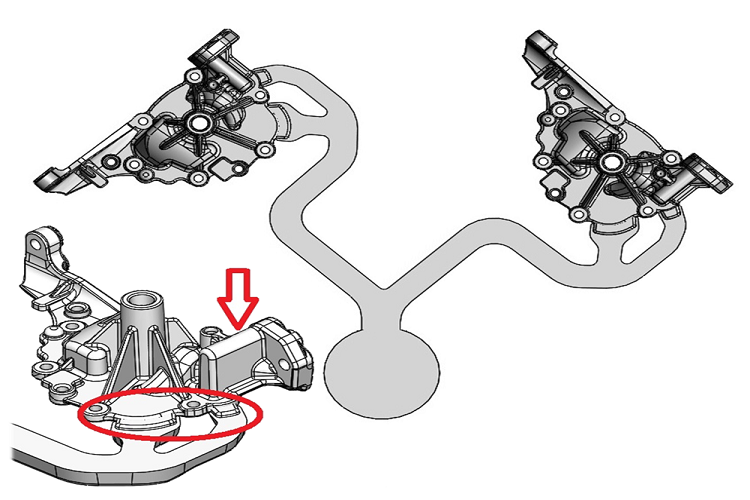
The virtual analysis of the initial configuration highlighted critical points: the solidification did not provide satisfactory results due to isolated shrinkage in areas of the component which must ensure a hydraulic seal. It was therefore decided to investigate alternatives for the gating system, especially focusing on the component’s heaviest section, with the objective to reduce the shrinkage porosity to a minimum while limiting entrapped air. In order to reduce the production operating costs while keeping die maintenance efforts low, the designers decided to move to a four-cavity die, fig. 3.
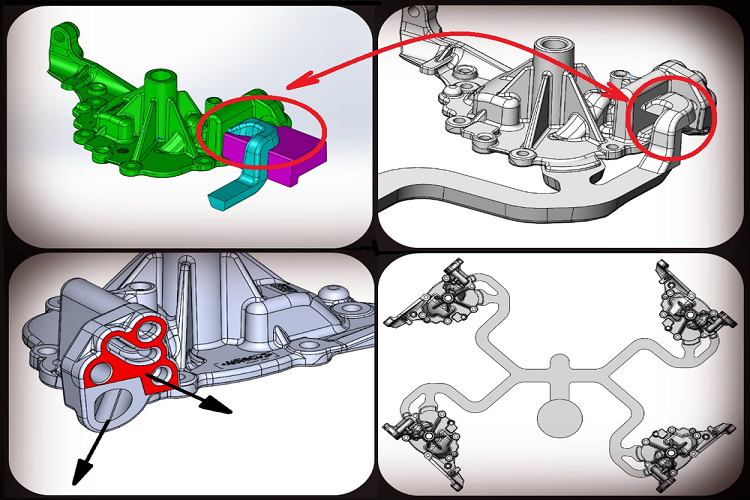
The new lay-out reduced the critical aspects for internal integrity in the heavy section. Once a satisfactory lay-out was identified, the design was completed by defining an appropriate thermal control system, fig. 4.
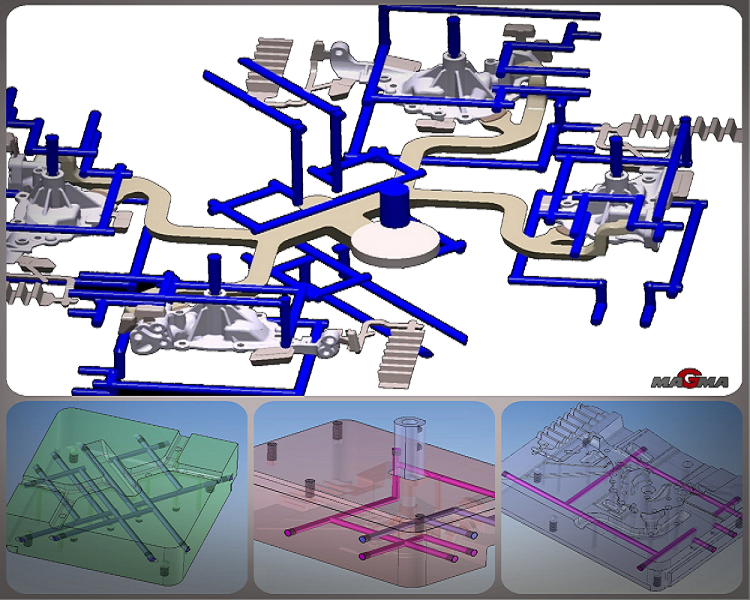
The related simulations were used to virtually verify the dimensioning of the cooling lines and the corresponding process parameters.
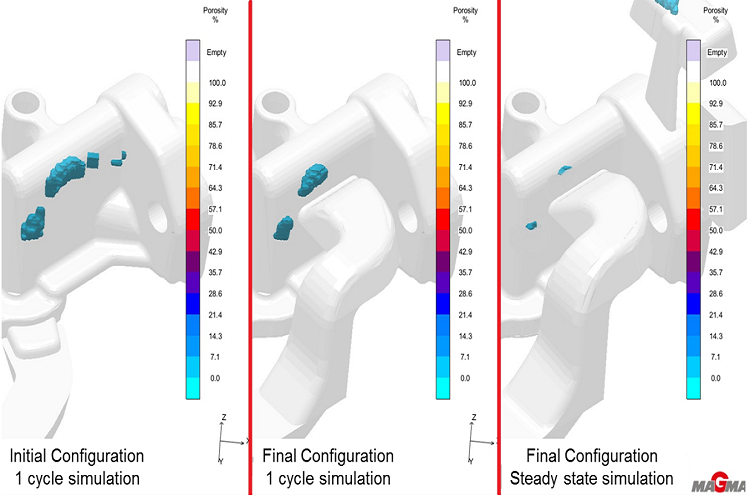
The achieved results confirmed the expected improvements, fig. 5 and 6, permitting a direct move from design to manufacturing phase.
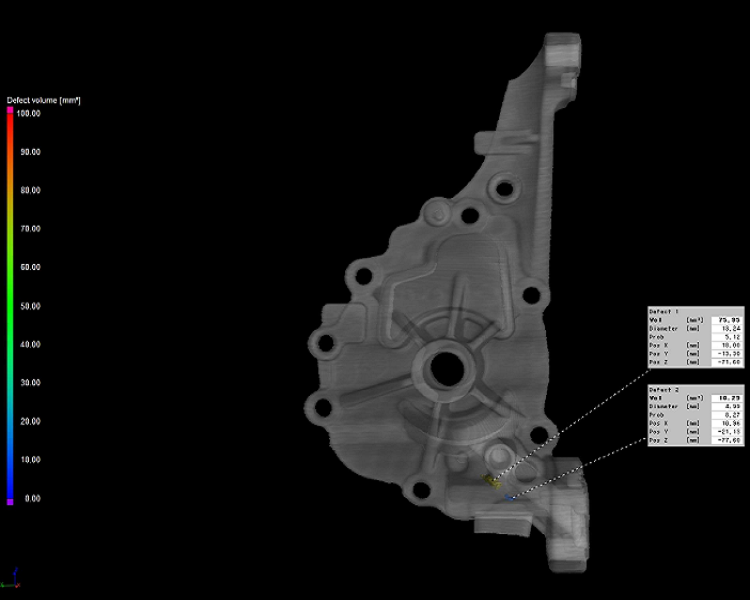
The sampling phase of the new die was satisfactorily concluded using process parameters corresponding to those defined for the final simulation. The most interesting result was that the required quality could be obtained at a lower cost than the one foreseen - in a very limited development time. Stefano Chiarello, the Studio DSM designer who worked on the virtual analysis of the process, summed up his project experience: “I have realized the usefulness of the software for decision-making support, especially when experience was suggesting to me that the assumptions initially taken into account could be risky”.