Autonomous Engineering Aids in Achieving Project Targets in LPDC
Döktaş Manisa performed a project to reduce the part weight of an extension bracket. The goal was to convert the material and the process from a cast iron sand casting to an aluminum low pressure die casting including a T6 heat treatment, while guaranteeing the required specification and mechanical properties.
The bracket used in heavy duty trucks had been manufactured as a ductile iron sand casting. Döktaş was approached by the OEM to evaluate the feasibility of realizing the part in aluminum while maintaining the specifications defined by the customer. After a preliminary analysis and discussions regarding feasibility, an AC 43300 aluminum alloy was selected as the material, and low pressure die casting including a T6 heat treatment was defined as the preferred process.
The main challenge for the Döktaş engineers for reaching the project objectives was the non-homogeneous wall thickness of the part. This could cause long and inhomogeneous solidification resulting in feeding problems, ultimately leading to the risk of shrinkage defects. Because of that, the Döktaş engineering team designed five different ingate system options and compared them by using MAGMASOFT® autonomous engineering.
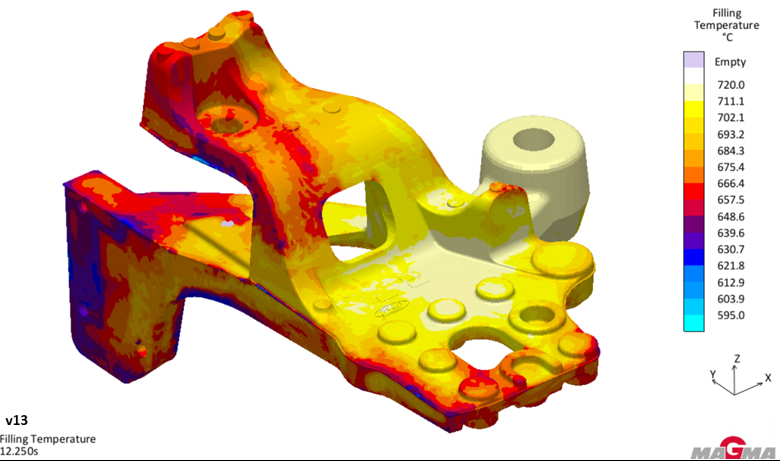
In the first project stage, the five ingate alternatives were evaluated to select one of them for the final part and tool design. To understand the efficiency of the ingates, different objectives were assessed systematically using the following MAGMASOFT® quality criteria: 'Smooth Filling', 'Reduce Hot Spot FS Time', 'Reduce Temperature Drop During Filling' and ‘Reduce Porosity'. The optimization study was performed considering these criteria as objectives. In addition, the required mechanical properties were defined as a target, prioritizing 'Reduce Hot Spot FS Time' and 'Reduce Porosity' as the main objectives. After evaluating all design options with respect to the main objectives, ingate version 5 – which was design 13 in the MAGMASOFT® analysis – was chosen as the best design.
The reasons for choosing the ingate version 5 included: ¬ Proper flow pattern to fill the cavity ¬ Ingate located on the central area of the part helps control and reduce the temperature drop during filling. ¬ Ingate located on one of the thickest sections of the part leads to reduce hot spots and porosity during solidification. ¬ The solidification process leads to the desired mechanical properties. In the second project stage, the optimization of filling and solidification for the chosen ingate was performed. Using results with the selected optimum ingate design, the cooling system was designed and parameters were selected based on the evaluation of MAGMASOFT® solidification results. First trials were performed with those parameters and adjustments were implemented by comparing the tool trials and MAGMASOFT® analysis.

At the final stage of the project the tooling design and manufacture were finalized, based on the MAGMASOFT® findings. The first trials were performed using process parameters identified using MAGMASOFT®. After starting the production with the approved ingate design and process parameters, all results relevant to reaching the required specifications were evaluated by the Döktaş project team. As a conclusion, the objectives for porosity level and mechanical properties were successfully achieved with the ingate design that was determined using MAGMASOFT® autonomous engineering.

As seen from the quality inspection reports, the series production could start as planned. The successful outcome of the project was also confirmed by tensile test results.
From the company’s point-of-view, Döktaş could sucessfully achieve the main project targets, and the conversion of material and process was approved by the OEM customer. For Döktaş, the capability to systematically perform these kinds of projects using MAGMASOFT®autonomous engineering is a very important asset for its future work with the automotive industry. Courtesy of Döktaş and Ford


About Döktaş
Döktaş is the leading company of the Turkish foundry industry manufacturing iron and aluminum cast components for the automotive, heavy truck, agricultural construction and machine building industries. Döktaş was established by Koç Holding in Bursa in 1973 and first production was started in 1977. The Orhangazi business unit produces raw and machined cast iron castings. Aluminum castings and aluminum wheels are manufactured in the Manisa Plant.
Döktaş has been continuing the activities in the name of Döktaş Dökümcülük San. ve Tic. A.Ş. and is part of the Güriş Group since June 2018.
“Courtesy of Ford”