Insight is the Best Hindsight
Custom Castings has been using MAGMASOFT® for about one year to improve their casting quality and reduce sampling times. Substantiated by casting simulation results, they were able to acquire a 160 lb. (73 kg) part that had been previously produced as a gravity sand casting by another vendor.
Large porous voids were detected in sample castings, despite the simulation results not showing any. The simulation inputs were all double-checked, all the process parameters were modified to the extremes of the possible, and yet the simulated defects varied only slightly. This meant that the casting defect was not shrinkage porosity after all, but that there was a condition in the process that was not being captured - core gas. The challenge in addressing this defect, and thus resolving it, is that MAGMASOFT® does not directly calculate the evolution of gas from core and mold binders at this time. However, the conditions that cause off-gassing of cores and their migration into the casting are accounted for by MAGMASOFT®.
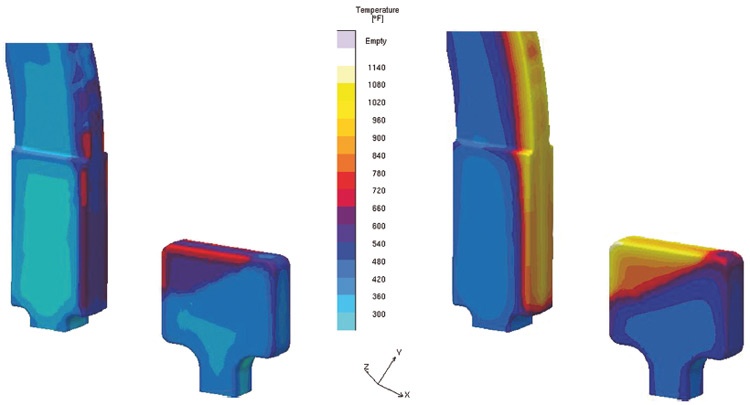
In order for the core to emit a gas there must be uncured binder in the core/mold, and these core/mold materials must reach high temperatures. A comparison of the core temperature at the start of the filling cycle with the core temperature at the end of the cycle showed that the cores are severely overheated. This and the evaluation of a sectioned core with uncured binder reveal that the core possesses all the required conditions to produce gas.
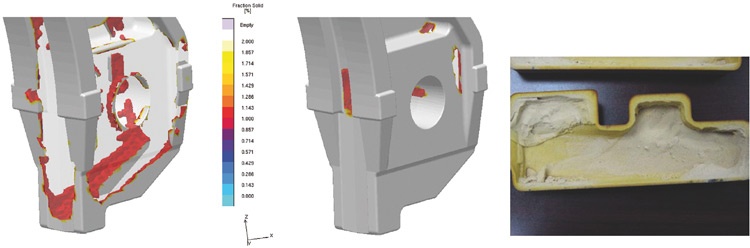
The second condition that must exist for core gas related porosity is an entry point for the gas to get into the casting. The Fraction Solid results were used to identify the locations of the casting that formed a skin last and thus identified the entry point of the gas into the casting and the amount of time it was able to do so. The evaluation of the solidification progress shows that the defect prone region of the casting takes 140 seconds, after filling, to completely form a skin.
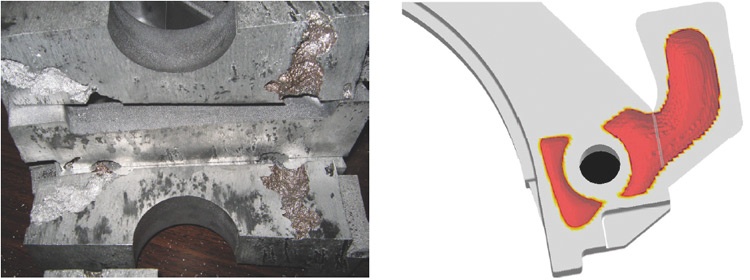
The match of the real areas of gas defects of the sample casting with the simulation results showed a good correlation. Now that the true defect had been identified, Custom Casting’s engineering department reduced the binder content of the sand, which yielded a slight improvement in the defect severity. During their investigation of the cores, they also discovered that the core molds were not heating the core evenly causing the uncured binder issue.
With the use of MAGMASOFT®, Custom Castings was able to resolve a complex casting issue in a short amount of time. They were able to easily determine that the cores were reaching temperatures that promoted off-gassing. They were also able to determine the most probable locations for the core gas to enter the casting cavity as well as the duration of time the gas was free to migrate. By being able to identify these key conditions of the casting defect, Custom Castings was able to take actions that resulted in a permanent solution to resolve the core gas porosity.
Custom Castings from Winnipeg, Canada, is a non-ferrous foundry that manu-factures aluminum and zinc alloy castings utilizing gravity permanent mold, semi-permanent mold, and tilt pour processes. Established in 1971, Custom Castings occupies a 50,000 square foot facility. Their reputation is built on helping customers achieve their goals by providing concurrent engineering, professional service, on-time delivery, and competitive pricing.