Using Concurrent Engineering for Optimized Castings
Robust castings realized through a dialog between designers and foundry
In many cases the design of complex cast components suffers from insufficient communication between the part designers and the foundry. This is true for both the component’s requirements as well as the process conditions. The following iterative optimization typically requires time consuming and costly prototypes and casting trials. Last minute design changes are often not accepted by the casting user due to inherent increased costs or risks for a delayed start of production.
For that reason, the development department and the foundry of Hema Endüstri A.Ş start to work together at the earliest stage possible. The open and early exchange of information means necessary design changes or process requirements can be agreed and realized before start of production. As a subsidiary of Hema Endüstri, Hema Metal’s most powerful tool for the evaluation of the castability of components is MAGMASOFT®. The consequent use of casting process simulation for new products has led to a substantial reduction of required prototypes and casting trials to a minimum (in average 1.6 trials/part).
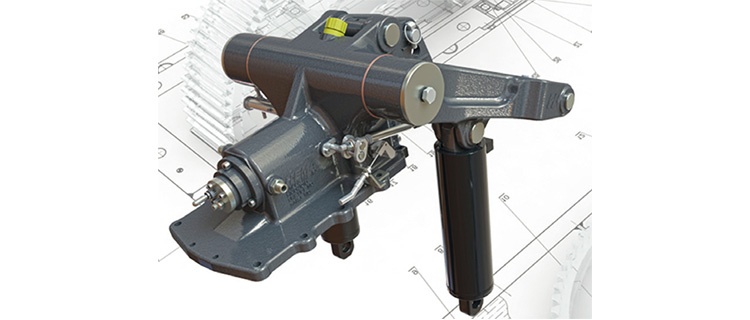
The “Lift Body” part is an example for this collaboration. Originally projected maximum loads taken from CAE analysis indicated that the part could be designed as a grey iron casting.
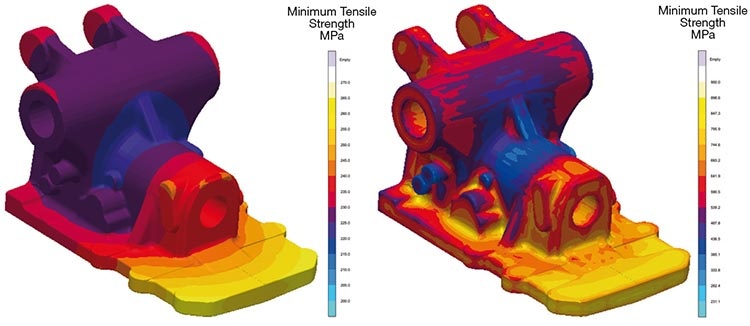
However, the assessment of local properties using MAGMASOFT® showed that cross-sections had to be thickened to withstand the loads during operation. Due to the increased weight and cost, as well as the assembly and operating difficulties, it was jointly decided to change the material to ductile iron.
Since ductile iron requires more feeding than grey iron, this decision made it necessary to make a series of casting and pattern modifications such as new feeding and runner designs.
Aiming to lower the part weight, the designers tried to reduce cross sections in the part locally. This, at the same time, would also minimize the feeding demands and increase the yield.
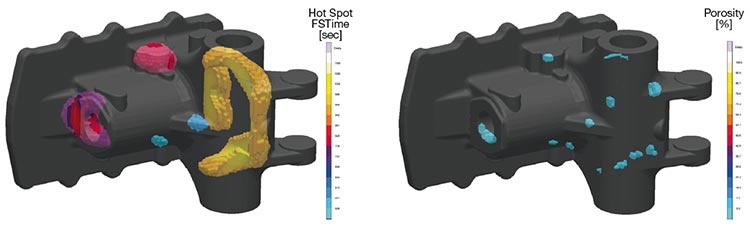
For the systematic investigation of possible options to reduce wall thicknesses locally, the new capabilities of Autonomous Engineering using MAGMASOFT® were applied. The length of a radius in the original geometry of the “Lift Body” was defined as a “variable” in the study and the “objective” was designated as a minimum of shrinkage porosity and minimum part weight.
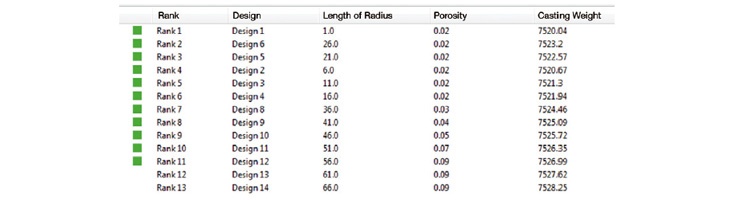
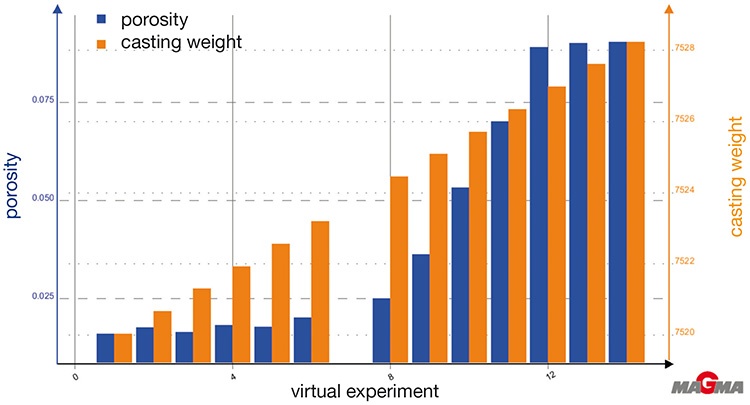
Automatic assessment tools in MAGMASOFT® offered an easy statistical evaluation of all designs. Using the so-called “ranking” chart, the best compromise was found for the weighted quality criteria chosen. In the ranking, design 1 offers the best compromise for all objectives with a minimized porosity, good mechanical properties and a low casting weight.
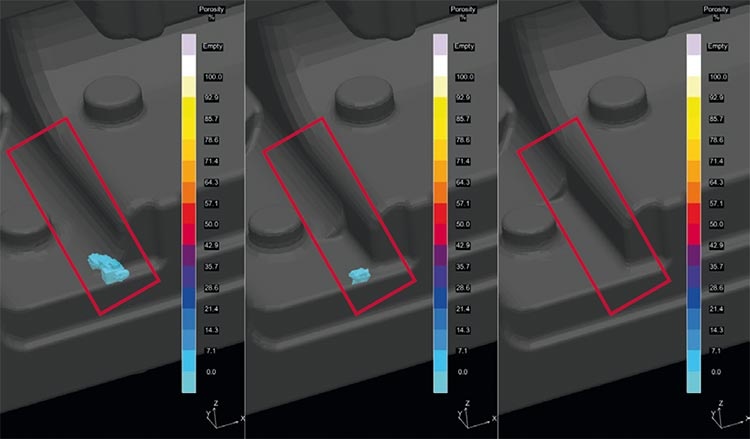
The assessment of the results of the virtual optimization in a bar chart clearly shows how different radii sizes influence the shrinkage tendency and the part volume. This provides both designers and foundrymen quantitative evidence to reach their quality and cost targets.
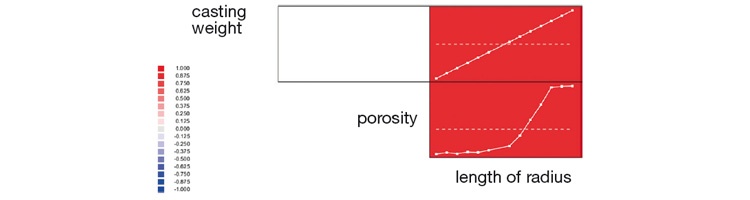
Using the data retrieved from a virtual design of experiments, MAGMASOFT® allows examination of how each process variable or design affects the chosen objectives in a correlation matrix. The chart here shows the influence of the variation of wall thickness on the quality criteria porosity and casting weight. In this way, you can create your own “process know-how”, which can be extended by further virtual experiments and can be complemented and validated by real trials.
As Hema Metal was very happy with the achieved results, the company will consequently use the MAGMA methodology of Autonomous Engineering in the future, to further improve process understanding and know-how for the foundry and designers.
HEMA Endüstri A.Ş and its subsidiary Hema Metals were–founded in 1973. With about 3,000 employees, today Hema is among the leading industrial enterprises of Turkey. Hema manufactures engine, gear, driving and hydraulic components for the automotive, mechanical and aerospace industries. The foundry produces finished and semi-finished parts in grey and ductile iron for commercial trucks as well as the agricultural and heavy machinery industries. Cast component weights reach up to 200 kg in series production of 1,000 to 300,000 parts per year.
http://www.hemaendustri.com.tr/
* Text and images courtesy of HEMA Endüstri A.Ş, Turkey